In industrial applications, distillation is a process widely used to purify a mixture or separate contaminants from a mixture. The specific goal of the distillation process varies from one application to another.
In chemical or food manufacturing, it usually aims to purify a product by removing all toxic or impure materials. The end result is a mixture that is highly concentrated or purified from all contaminants. However, this could also be used to recover a contaminated mixture, such as waste cleaning solvent. In this case, the concentrated mixture is rejected and retaining the distilled solvent becomes the objective of the process.
Our solvent distillation systems are especially designed to reclaim waste solvents generated from a variety of industrial applications, including:
But first, we must clarify a few things about the distillation process.
What is the Distillation Process?
Here is a simple definition:
Distillation Process: Distillation is the process of separating liquids, or substances from a liquid, by selective boiling and condensation point.
In other words, it means to force a liquid to evaporate in a closed-loop system by heating it up to a certain temperature, condensing it, and then collecting it separately from its original mixture.
In chemistry and physics, this process can be used to accomplish two tasks:
- Purifying a liquid or mixture by removing unwanted components from it (evaporated materials are rejected and collecting the concentrated, original mixture becomes the objective of the process).
- Collecting a specific component by removing it from its original mixture (evaporated materials are collected and conserved, while the reduced original mixture is rejected).
How do Solvent Distillers Work?
ISTpure’s line of Solvent Recyclers is the ideal solution for solvent distillation processes in industrial applications with optimal efficiency, safety, and consistent quality. It provides a controlled environment for the procedure of separating various solvent blends and chemical substances in order to achieve the highest quality standards and process requirements. Depending on the components included in the substance, one should expect recovery rates yielding from 95% to 99.9%! Some companies spend thousands of dollars each year on solvent waste disposal – just imagine how much money could be saved by using a solvent recycling system instead of dealing with solvent waste management and paying hazardous waste collection companies.
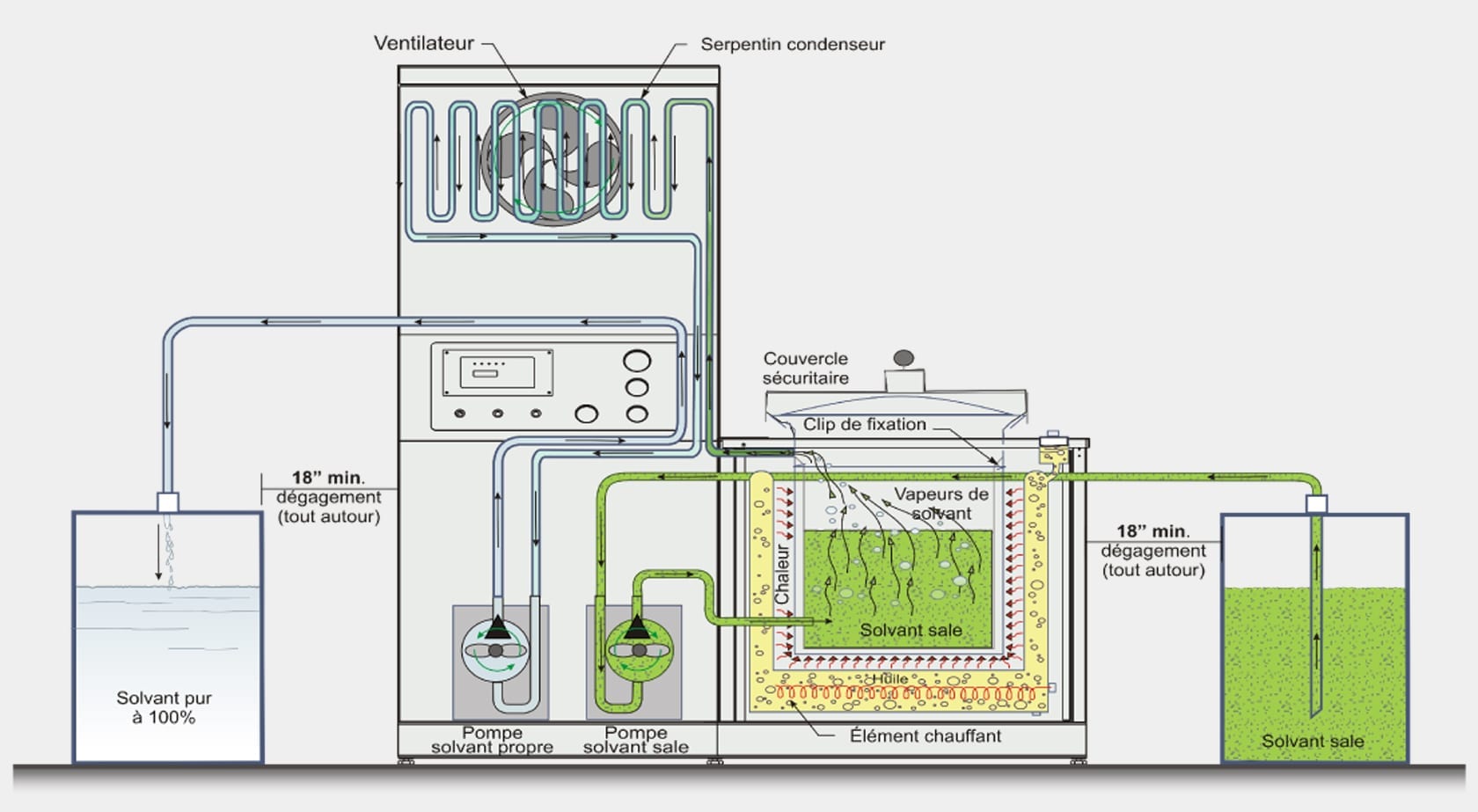
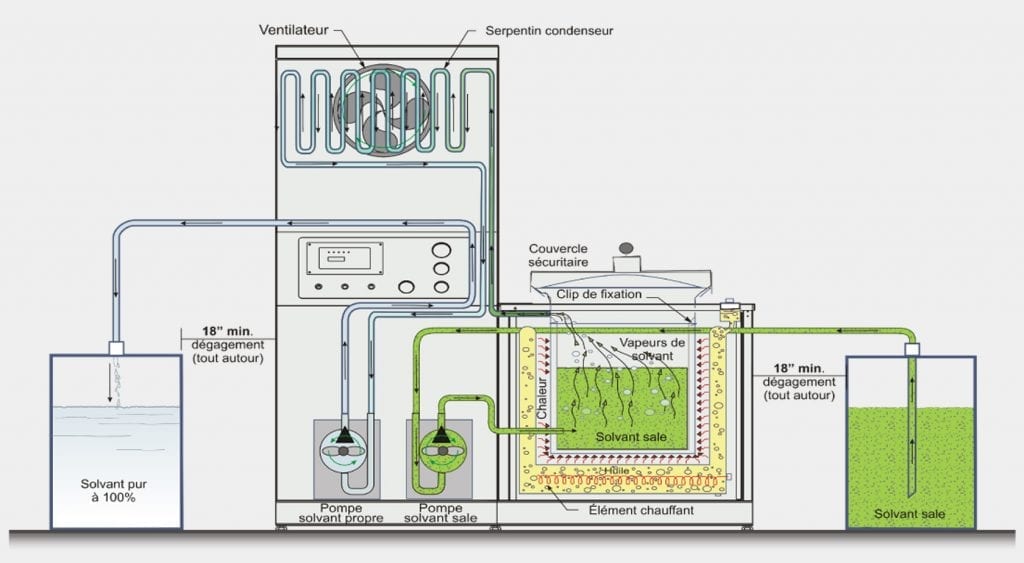
Typically, our solvent recovery systems consist of a closed-loop system composed of four main components:
- Boiler: a strong, 304-grade stainless steel tank fully insulated with 4” polyurethane.
- Heating System: explosion-proof electrical heaters and high-efficiency heat transfer oil that can resist up to 210°C (high temperature oil) for optimal indirect heat performance.
- Coil condenser: a recirculating fluid piping circulating through a ventilated condenser coil for a fast cool down and condensation process.
- Vacuum System (optional): the vacuum system decreases the boiling point of certain solvents by up to 30%, leading to lower energy consumption and a better distillation process overall. This system is required for the distillation of heavier-than-air solvents such as mineral spirits, naphtha, paint thinner, etc.
The process is fully automated and controlled by a Programmable Logic Controller (PLC) interfaced by an intuitive Human-Machine Interface (HMI). You can also choose from a variety of safety and handling options to facilitate the operation and maintenance of the unit.
Solvent Distillation Process
Basically, the waste solvent blend is manually or automatically transferred into a high-resistance polyethylene bag located inside the boiler. The plastic bag will be used to collect the sludge at the end of the process. The distillation tank must be properly sealed with a lid-lock system. The operator must then set the process parameters using the HMI interface, and all is done!
The evaporation process starts automatically when the solvent blend reaches a specific temperature. The atmospheric pressure inside the distillation tank is then reduced, making it possible to boil the liquid at a lower temperature. That way, the distillation process is safe and efficient. Solvent vapour then circulates through the condenser where it converts back into the liquid phase, and liquid solvent is then collected in a separate barrel.
The whole process takes between four to six hours including the cool down time, and does not require any supervision from the operator. At the end of the process, the sludge bag should be removed and disposed of. The bottom of the distillation tank then needs a little wipe, and a new batch is ready to go!
Don’t wait, start saving today!
Use our online Return on Investment Form to evaluate your potential savings before acquiring a unit for your facility. Most of our clients have experienced a payback time in less than a year!
How Can the Distillation Process Be Controlled?
Heating up a liquid in a closed system increases its vapour pressure, forcing it to evaporate – converting from the liquid phase to the gas phase – so that it can balance up with the pressure of its liquid phase. On the other hand, cooling down a gas forces it to condense – converting from the gas phase back to the liquid phase. Some substances can even “skip” the liquid phase and convert from the solid phase directly to the gas phase (for example, dry ice).
Vapour Pressure: The vapour pressure of a liquid is the pressure at which its gas phase is in equilibrium with its condensed phase (liquid or solid) at a given temperature in a closed environment.
The term “closed environment” here is crucial because without this condition, we would not be able to control the process by stabilizing the pressure between liquids and gases. Then, as the mixture reaches its gas phase, it would simply evaporate into the atmosphere and there would eventually be nothing left.
Furthermore, when a liquid’s temperature reaches a point where its vapour pressure equals the surrounding atmospheric pressure, it reaches its usual boiling point at atmospheric pressure – the so-called normal boiling point – which means it starts turning into gas.
Normal Boiling Point: The normal boiling point is the temperature at which a liquid boils at a standard atmosphere of pressure of 101.325 kPa.
Since all liquids and solids have different vapour pressures at a given temperature, it is possible to very accurately control the distillation process of a mixture and separate all of its components independently. To force a liquid to evaporate, it must simply be heated so that its vapour pressure exceeds the surrounding atmospheric pressure, and this can be done independently for each substance present in a mixture.
Volatile substances will always evaporate at lower temperature than less volatile substances.
Volatility: At a given temperature, a liquid with a higher vapour pressure vaporizes more readily than a liquid with a lower vapour pressure. A liquid that vaporizes at a lower temperature than another liquid is referred to as being more volatile.
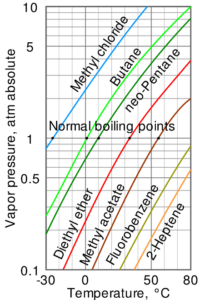
Source: By cmglee, mbeychok – This file was derived from: Vapor Pressure Chart.png, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=45945313
Now, the fun part is that a mixture can contain different liquids and solids, all of which have different volatilities and boiling points. Thus, it is possible to separate the substance of a mixture that has the lowest boiling point from the rest of the mixture of liquids and/or solids based on its specific properties. Then, as the temperature inside the boiler keeps rising, the substance with the next-lowest boiling point will evaporate, and so on and so forth, until no liquid substance is left in the boiler.
Your IST representative can help you to define the proper parameters for your specific solvent blend.
One last element comes into play: the atmospheric pressure.
Atmospheric Pressure: The atmospheric pressure is the pressure exerted by the weight of the atmosphere.
The standard atmosphere (atm) on Earth at sea level is 1013.25 mbar (101.325 kPa), equivalent to 760 mmHg (torr), 29.92 inches Hg, or 14.696 psi. As altitude increases, atmospheric pressure decreases, so air pressure is lower at high altitudes than at sea level. This explains the stress exerted on your eardrum during a flight – it is because the air pressure inside your eardrum and the atmospheric air pressure are unbalanced. Other factors like humidity and temperature also affect atmospheric pressure, and so can affect the distillation process.
As mentioned previously, an optional vacuum system can be fitted onto any of ISTpure’s solvent recyclers to artificially lower the atmospheric pressure inside the closed-loop system. Lowering the atmospheric pressure decreases the boiling point of the solvent so that it can be heated below its normal boiling point to cause its evaporation. In other words, using a vacuum will, in most cases, reduce the energy consumption and process time.
Refer to the Temperature Converter Based on Altitude for the proper process adjustment which needs to be considered in your specific location.
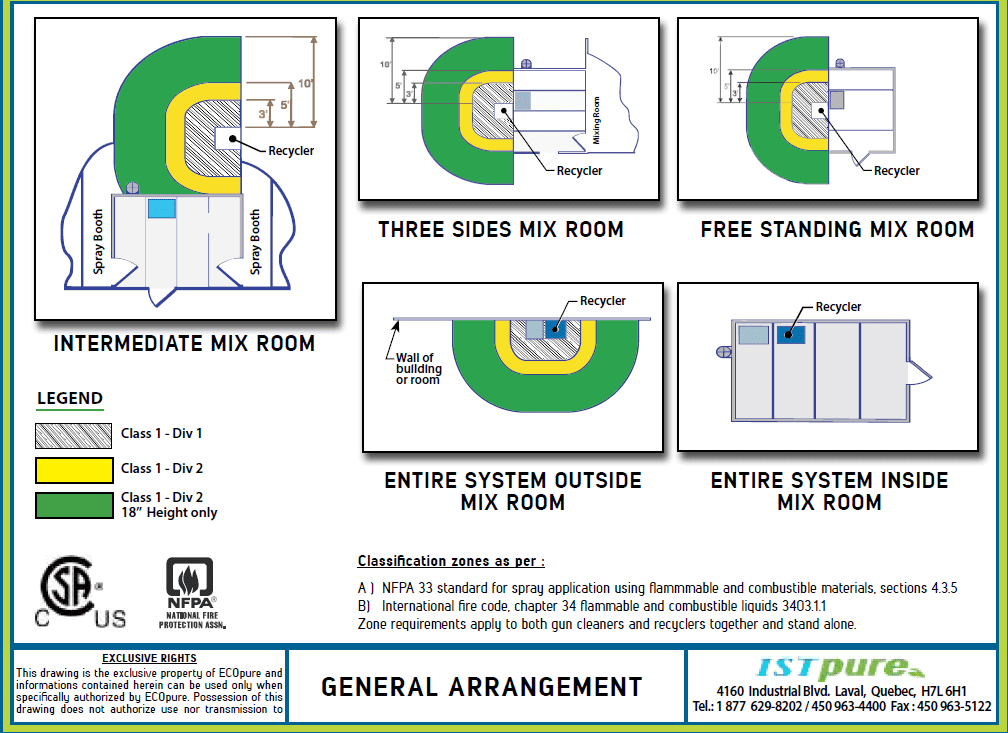
Certifications and Regulations
The use, the location and the installation of a solvent recycler is subject to regulation. In all cases, a solvent recycler must be approved and listed under UL 2208 Std for Solvent Recyclers and Class I Div 1 Requirements. It is critical to purchase a listed solvent recycler in order to be in compliance with NFPA 33 and IFC. Otherwise, your equipment might be locked down by local authorities.
Check here to find out why it is important to have a Listed Solvent Recycler.
Furthermore, solvent recyclers operating with flammable and/or combustible solvents must follow all codes in effect within the jurisdiction in which it will be operated:
Always check with your local authorities to find out which codes apply in your area.
List of Solvents Compatible with the Distillation Process
To be compatible with ISTpure Solvent Recyclers, a solvent must have a boiling point below 210ºC and an auto ignition point higher than 280ºC. Also, it is very important to identify the possible presence of nitrocellulose and/or acids in any dirty solvent mix, as these could be hazardous during the distillation process.
Here is a non-exhaustive list of common solvents that work great with our systems.
Flammable Solvents
- Acetone
- Alcohol Amyl
- Alcohol Butyl
- Alcohol Ethyl
- Aliphatic hydrocarbons
- Amyl Acetate
- Benzol (Benzene)
- Bottcherin
- Butanol (Butyl Alcohol)
- Butyl Acetate
- Cabinol
- Cellosolve Acetate
- Citrus terpenes
- Cyclohexanone
- D Limonene
- Dimethylformamide (DMF)
- Dimethylformamide (DMF)
- Ether glycol
- Ethyl Acetate
- Ethyl Alcohol (Ethanol)
- Ethyl Benzene
- Ethyl Glycol Acetate
- Iso Amyl Acetate
- Iso Butyl Acetate
- Iso Butyl Alcohol
- Iso Propane
- Iso Propyl Acetate
- Iso Propyl Alcohol
- Iso Propyl Glycol
- Lacquer Solvents
- LO NX (Kodak)
- Methyl Acetate
- Methyl Cellosolve Acetate
- Methyl Ethyl Ketone (M.E.K.)
- Methyl Glycol Acetate
- Methyl Isobutyl Ketone (M.I.B.K.)
- Butyl
- N-Methylpyrrolidone
- Paint Thinner
- Pentanol
- Propanol
- Propyl Alcohol
- Propyle Acetate
- Butyl Alcohol
- Toluol
- Varsol
- Virosol 225
- White Spirit
- Xylol (Xylene)
Non-Flammable Chlorinated Solvents
- 1,1,1, Trichloroethane-(Methyl Chloroform)
- n-Propyl Chloride
- Isopropyl chloride
- Methylene chloride
- Dichloroethylene
- Ethylene dichloride
- Monochlorobenzene
- Propylene dichloride
- Chloroform
- Trichloroethylene
- Trichloroehane
- Ortho dichlorobenzene
- 2.3. trichloropropane
- Carbon tetrachloride
- Perchloroethylene
- Tetrachloroethane
Contact your IST representative to find out if your solvent qualifies for a distillation process.
We always evaluate your solvents’ and contaminants’ MSDS sheets prior to recommending the proper system. IST can also run a test in our facility to validate the process feasibility and efficiency.
Dangers Associated With Onsite Solvent Distillation Systems
When properly configured and installed, there is no risk related to using a solvent distillation system in a shop. However, there are risks associated with the use of solvents in your shop that you should be aware of before implementing such a process in your facility.
Note that these risks are associated with the use of solvent in general, not with the use of solvent distillation units.
Flash Point
The flash point is the lowest temperature at which a liquid can form an ignitable mixture in air near the surface of the liquid when exposed to a source of ignition. The lower the flash point, the easier it is to ignite the material. To avoid risks related to explosion or fire in the shop, it is always recommended to use products with a flash point higher than normal conditions (i.e.: room temperature). When possible, choose a non-flammable categorized solvent for your processes in order to reduce the risk of ignition.
To reduce the risk of fire or deflagration, our solvent distillers are locked at 280ºC / 536ºF in accordance with CSA Standards for Class 1, Div. I. We do not recommend using solvents with a low flash point (such as nitroglycerine, which has a flash point of 261ºC / 502ºF).
Autoignition Point
The autoignition point of a solvent is the lowest temperature at which it spontaneously ignites in a normal atmosphere without an external source of ignition (such as a flame or spark). This temperature is required in order to supply the activation energy needed for combustion.
Most solvents used in industrial processes have a significantly high autoignition point, so this should not be a big concern for either the distillation process or the cleaning application.
! Always consult your IST representative prior to operating for the first time a solvent recycler in your shop. You may refer to the Material Safety Data Sheet (MSDS) to learn more about the risks related to the use of solvent and other hazardous chemicals.
Hazardous Fumes
Some volatile solvents readily release hazardous vapour into the air when they evaporate, creating health and safety issues for operators who regularly use or come into contact with them. Not only is breathing those vapours unpleasant for the operator, but they can also irritate the nose, throat, and airways. At a high concentration, breathing solvent fumes may cause drowsiness, headaches, breathlessness, nausea, dizziness, and confusion. In the long term, this could cause severe damage to the brain, kidneys, liver, nervous system, and heart.
! Always wear a proper respiratory face mask when handling open containers of solvent. Use of the auto-fill system also helps in reducing exposure to hazardous fumes.

Will Original Product Quality be Maintained?
We often hear questions such as:
- Will the distilled solvent meet or exceed original specifications?
- How often can I recycle my solvent before it becomes obsolete?
- Do I need to add any chemicals to the recovered solvent?
Technically, since our solvent recyclers use a distillation process, there is no limit to how often a solvent can be recycled. And yes, the initial quality will be maintained for cleaning applications – as long as the unit is operated correctly and according to the instructions provided by IST. The quality of the distilled solvent meets original cleaning performance and comes across with no contaminant-based colour. It sometimes even exceeds the original specifications due to the presence of other solvents and chemicals found in applications (i.e. high-end solvents found in paint mixture).
However, some extremely volatile solvents – such as MEK or Acetone – might have already evaporated during their use, storage, or handling. Therefore, a small quantity of those solvents must sometimes be added to the distilled blend to ensure optimal quality. Again, this is not related to the use of solvent recyclers in your shop, but rather the normal usage of those types of solvents.
We do not recommend our distillation equipment for laboratories or chemical manufacturing applications. Our solvent distillation units are not made to separate solvents from one another. Also, the presence of other contaminants in the blend, along with the slight evaporation of highly-volatile solvents, could cause the concentration of the blend to change from one batch to another. Nevertheless, they make very, very good recovered cleaning solvents.
Consult your IST representative to learn more about testing your solvent blend for quality.
Utilities Required to Operate the Units
Electricity
The table below shows the available voltage for the ISTpure line of solvent recyclers.
| Model (boiler capacity) | Available Voltage | Required Amperage |
| SR30 (8 gal / 30 liters) | 240V 1Ph/60Hz | 11 amps |
| 220V 1Ph/50HZ | 13 amps |
| SR60 (16 gal / 60 liters) | 240V 1Ph/60Hz | 24 amps |
| 220V 1Ph/50HZ | 26 amps |
| SR120 (32 gal / 120 liters) | 380V 3Ph/50Hz | 29 amps |
| 480V 3Ph/60Hz | 22.8 amps |
| 575V 3Ph/60Hz | 18.3 amps |
| SR180 (48 gal / 180 liters) | 380V 3Ph/50Hz | 26 amps |
| 480V 3Ph/60Hz | 20 amps |
| 575V 3Ph/60Hz | 16.9 amps |
| SR240 (64 gal / 240 liters) | 380V 3Ph/50Hz | 30 amps |
| 480V 3Ph/60Hz | 24.8 amps |
| 575V 3Ph/60Hz | 19.5 amps |
Compressed Air
No compressed air is required to operate standard units. However, some options, such as vacuum and auto-fill kits, require 90 psig of clean, humidity-free compressed air.
Frequently Asked Questions
Below, you will find answers to other very common questions we receive from businesses who are first thinking about acquiring and implementing an onsite solvent recycler in their shop.
Why use a Vacuum-Assist system?
The use of a vacuum-assist system lowers the atmospheric pressure in the cooking chamber, and therefore reduces the boiling temperature of the liquid. We typically recommend vacuum assist for certain types of solvents where the boiling point and flammable limit are within certain parameters. Our specialists can identify if a vacuum-assist is needed or recommended in your operations.
Are there any regulatory issues associated with the solvent recycler?
Yes and no. Keep in mind that even though the storage of hazardous waste is regulated, the recycling process is exempt from RCRA regulations – therefore, no permit is required for the solvent recyclers and you will still need to treat the waste under RCRA requirements. There are also fire codes which must be considered when installing any recycler, but our specialists can help you with that information.
Is the still bottom considered Hazardous Waste?
Yes, as long as the materials (liquid and/or solid) were considered hazardous as received. In order to consider your disposal options, you must have the material tested for:
- Toxicity
- Corrosiveness
- Ignitability
- Reactivity
No, if the materials were not considered hazardous as received.
Is there a possibility to create hazardous waste with the use of a solvent recycler?
No, if the materials were not hazardous to begin with. The only two products resulting from the recycling process are the recovered solvent and the recovered waste. You are not creating a new product, nor are you treating the solvent.
Is there any special expertise required to operate the recycler?
No. A relatively untrained person can operate the recycler, and an operator’s guide is provided with the unit.
How much time (labour hours per day) must be dedicated to operating the solvent recycler?
As a general rule, you can expect to spend less than a total of ten minutes a day performing the filling process and getting the unit up and running.
How much clearance is required around the unit to allow for ease of operation and/or maintenance?
Very little is required. Allow a distance behind the unit for a clearance of approximately 6 to 8 inches for the SR30 and SR60 models, and 18 to 24 inches for the SR120, SR180, and SR240 models, in order to allow proper airflow in the cooling condenser. See the chart below for suggested installation layouts.
How do I know what size system should be used?
Factors such as volume of solvent used on a daily basis, the number of work shifts and the presence of a supervisor are taken into account when recommending the optimal tank capacity for your needs. We recommend that you speak to one of our specialists to review your operation and have them work with you to choose the best system, as there are many variables to take into consideration.
Are equipment installation drawings and instructions available?
Yes IST provides installation layout drawings as well as an instruction manual. You may also refer to IST YouTube Channel for videos on How to get started with your solvent recycler when you receive it.
How long is the Warranty?
Two Years Limited Warranty – the longest in the Industry.
Is there maintenance required on the unit?
We recommend a bi-annual / annual tune-up (every 2,000 hours of operation) by your local certified technician. You may also handle the maintenance of your unit in-house by following the guidelines provided in the instruction manual or by watching our Solvent Recyclers Maintenance Video published on our YouTube Channel. If needed, don’t hesitate to contact our Technical Support Department.
Are there consumables or wear components that will need to be replaced during the life of the unit? Which parts?
The seal on the tank lid should be replaced at the annual tune-up, along with the thermic oil. The polyethylene bags containing the sludge must also be disposed of and replaced after each recycling cycle.
What kind of recovery rate can I expect?
When the unit is operating properly, you should be recovering essentially 95 to 99.9% of the solvent that is in the waste stream. Losses typically come from evaporation which take place during the cleaning process and/or use of the solvent.
How are the still bottoms removed from the system?
Waste is collected in a special Polyethylene Recycler Bag and is easily removed. These bags are available exclusively from IST.
Are leasing options available?
ISTpure does offer various lease options. Please inquire if you are interested.